Laser welding of plastics was demonstrated in the early 1970s. However, the process has
recently gained popularity as a propitious joining technology due to high weld quality, high
precision, high performance, high speed, good flexibility, low deformation, free of residues,
and is environment friendly. To achieve good welding results certain additives need to be
added in the plastics for controlling the absorption and transmission of light such that heat
could be generated at the joining part of the pre-assembled entity without melting the outer
surface. The additives alter the properties of the plastics in such a way that can be reshaped
or welded above a certain temperature. Hence, these plastics are called thermoplastics.
The laser welding technology of the thermoplastics is called “Through Transmission Laser
Welding (TTLW)” or “Laser Transmission Welding”. This technology involves joining two
plastic components, one that is transparent to the laser wavelength and the other that is
absorbent to that laser wavelength. During the welding process the laser beam first passes
through the transparent part causing no significant heating in the part, and then reaches the
absorptive part that soaks up the laser, resulting in heating of its surface. This energy from the absorptive part reaches the transparent part through conduction due to both components being pressed together through clamping. Hence, another factor that is crucial to obtain good welding strength is proper clamping of both the parts.
Welding of Canister Purge Valve
The canister purge valve is an important part of the EVAP (Evaporative Emission Control
System). The canister purge valve, which is operated using solenoid, confines the harmful fuel
vapour from the fuel tank to prevent them from escaping into the environment. It is widely
applicable in automobiles, gasoline, and hybrid vehicles.
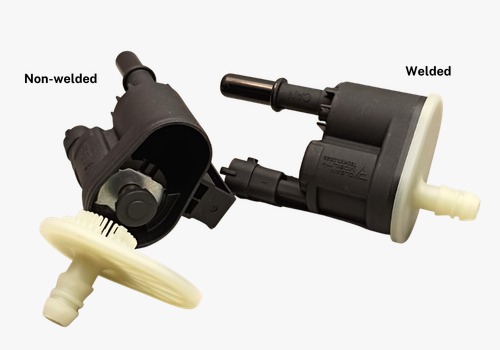
It is extremely crucial for the valve to function properly as it’s malfunction will lead to more fuel usage for producing same level of power. Hence, causing reduction in fuel economy. The canister purge valve is made if PA66
material has two components-one is the lid (30 % glass filled) which is transparent to the laser
and the other is the can (13 % glass filled) that is absorptive part as shown in Figure 1.

In order to achieve proper welding results, a proper fixture has been designed to clamp both the parts
together as shown in Figure 2.
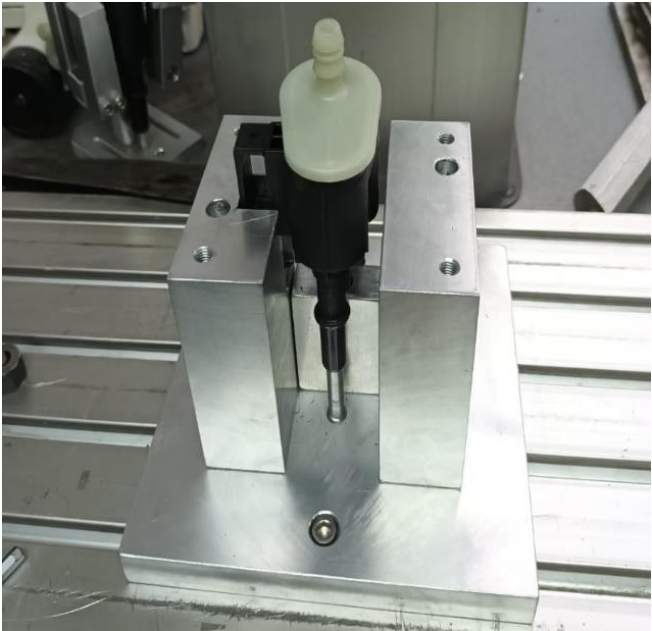
Figure 2 (a): Fixture for clamping
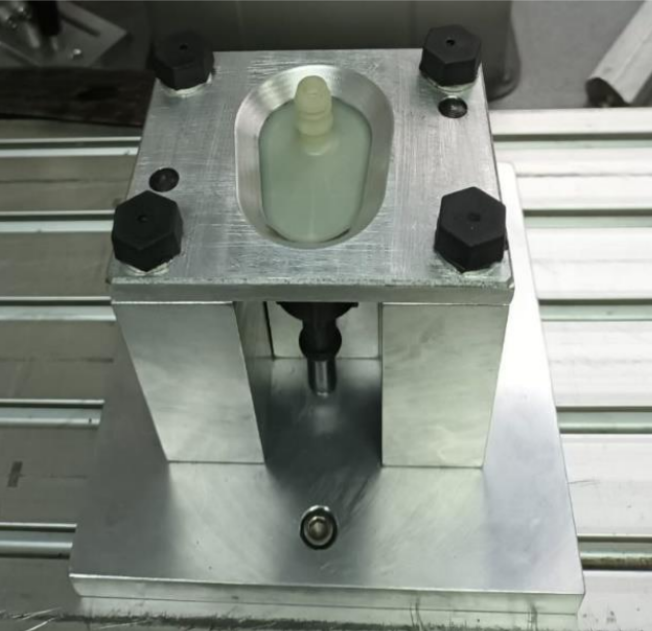
Figure 2 (b): Fixture for clamping
A lap joint configuration was used to weld both the components of the valve. The dimension of the
valve is 32.82 x 51.5 mm. A fibre laser of 70 W is used to weld the valve. The laser beam fired at the
valve is wobbled to achieve higher welding integrity.
Results:
The welding results obtained is very impressive as shown in Figure 3. There is no material damage
observed after the welding process. The welding strength is great as there is no air leakage observed
when air at high pressure is passed through the fuel filter.
Bibliography
- https://www.laserline.com/en-int/laser-welding-plastic/
- Hilton, Paul A., I. A. Jones, and Y. Kennish. “Transmission laser welding of plastics.” First
International Symposium on High-Power Laser Macroprocessing. Vol. 4831. SPIE, 2003. - https://pvcleanmobility.com/product/canister-purge-valve#appsec
